
Valve lubricants serve as critical operational components in industrial systems, preventing mechanical failures and maintaining functional integrity. Across sectors such as oil refining, water treatment, and chemical processing, valves regulate fluid and gas flow, with their operational reliability contingent on precise lubrication practices. This guide analyzes the technical necessity of valve lubricants, supported by empirical data and validated industry methodologies.
Valve grease is a thick, semi-solid lubricant that coats moving parts to reduce friction and wear. Without it, metal components grind against each other, leading to premature failure.
Key Roles of Valve Grease:
Types of Grease:
| Type | Best For | Temperature Range | Resistance |
|---|---|---|---|
| Petroleum-Based | Water systems, low pressure | 0°F to 250°F | Moderate |
| Synthetic (PFPE) | Chemicals, high heat | -40°F to 450°F | High |
| Dry Film (Graphite) | Oxygen systems, extreme heat | -300°F to 800°F | Extreme |
Data sources: Miller-Stephenson, RS Clare.
Valve stems stick when friction exceeds the actuator’s force, often due to:
Solutions:
Spare stems often fail due to poor storage. Follow these steps:
Unprotected carbon steel stems rust 0.1mm/year in humid conditions. Proper storage extends their usability by 2–3 years (Allied Valve).
Selecting the wrong lubricant can worsen valve performance. Key factors:
Example: In sour gas wells (high H₂S), synthetic grease reduces corrosion risks by 70% compared to petroleum-based options (PubMed).
Regular lubrication prevents costly shutdowns. Follow this schedule:
Cost Impact: Unlubricated valves require 2x the torque to operate, increasing energy costs by 15% (Valve Magazine).
Problem: Leakage after lubrication.
Cause: Incompatible grease dissolved by process fluid.
Fix: Use PTFE-based sealants for chemical resistance.
Problem: Intermittent stem sticking in cold climates.
Cause: NLGI 2 grease thickens below 0°F.
Fix: Switch to NLGI 0 grease for better flow.
Problem: Rapid corrosion in humid areas.
Fix: Apply calcium sulfonate grease to neutralize acids.
For systems over 500 PSI or 450°F, consult engineers to tailor lubrication schedules. Explore industry standards or ASTM D4950 for guidelines.
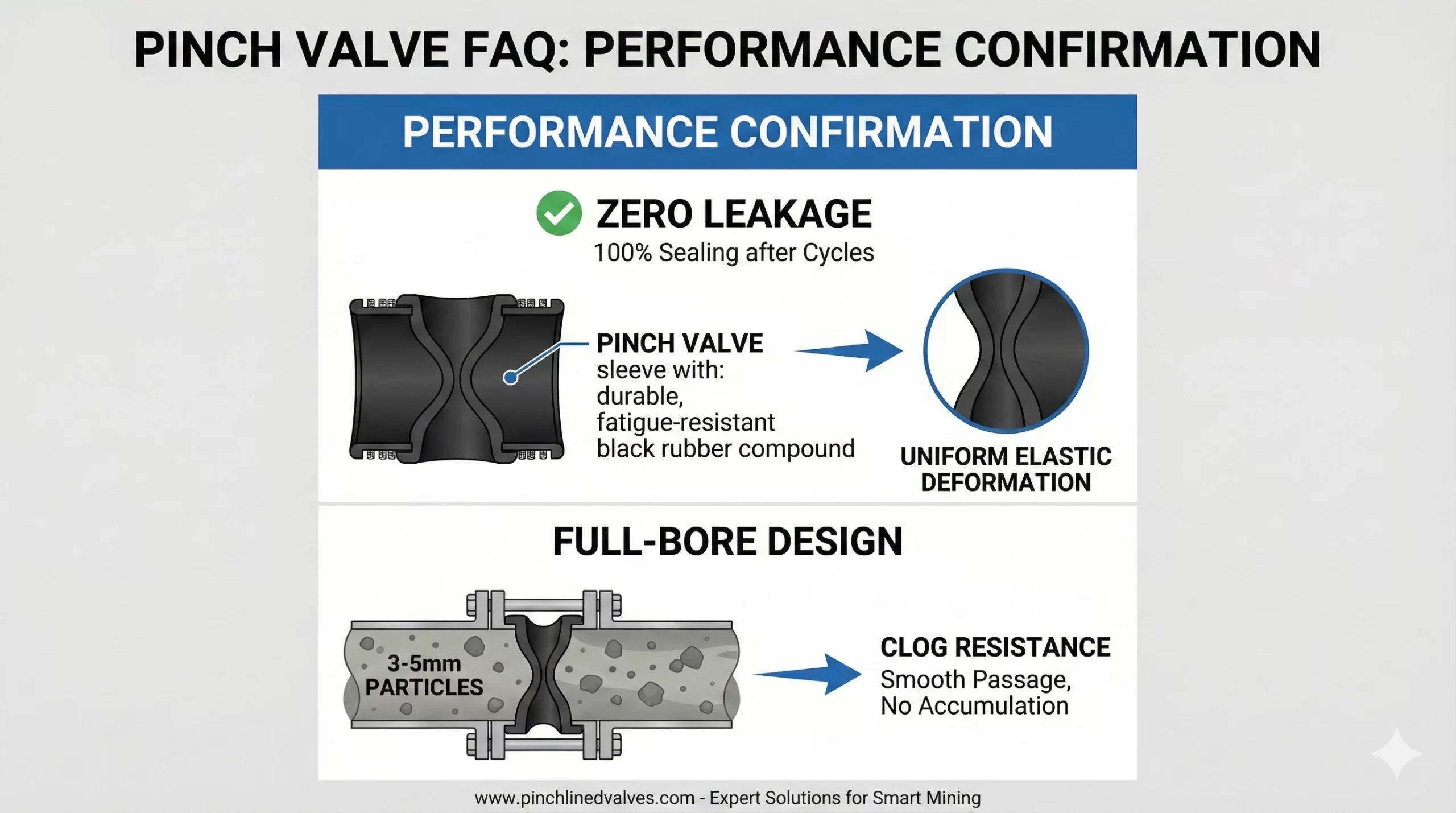
Question 3:Performance Confirmation:Your documentation mentions “zero leakage” and “clog resistance.” We would like to confirm: After long-term operation, will repeated compression cycles cause sleeve fatigue leading to sealing failure? Is the full-bore design truly effective for slurries with larger particles (e.g., 3-5mm)? Answer 3:Confirmation of “Zero Leakage” and “Clog Resistance” Performance (1)Zero Leakage Reliability: Our […]
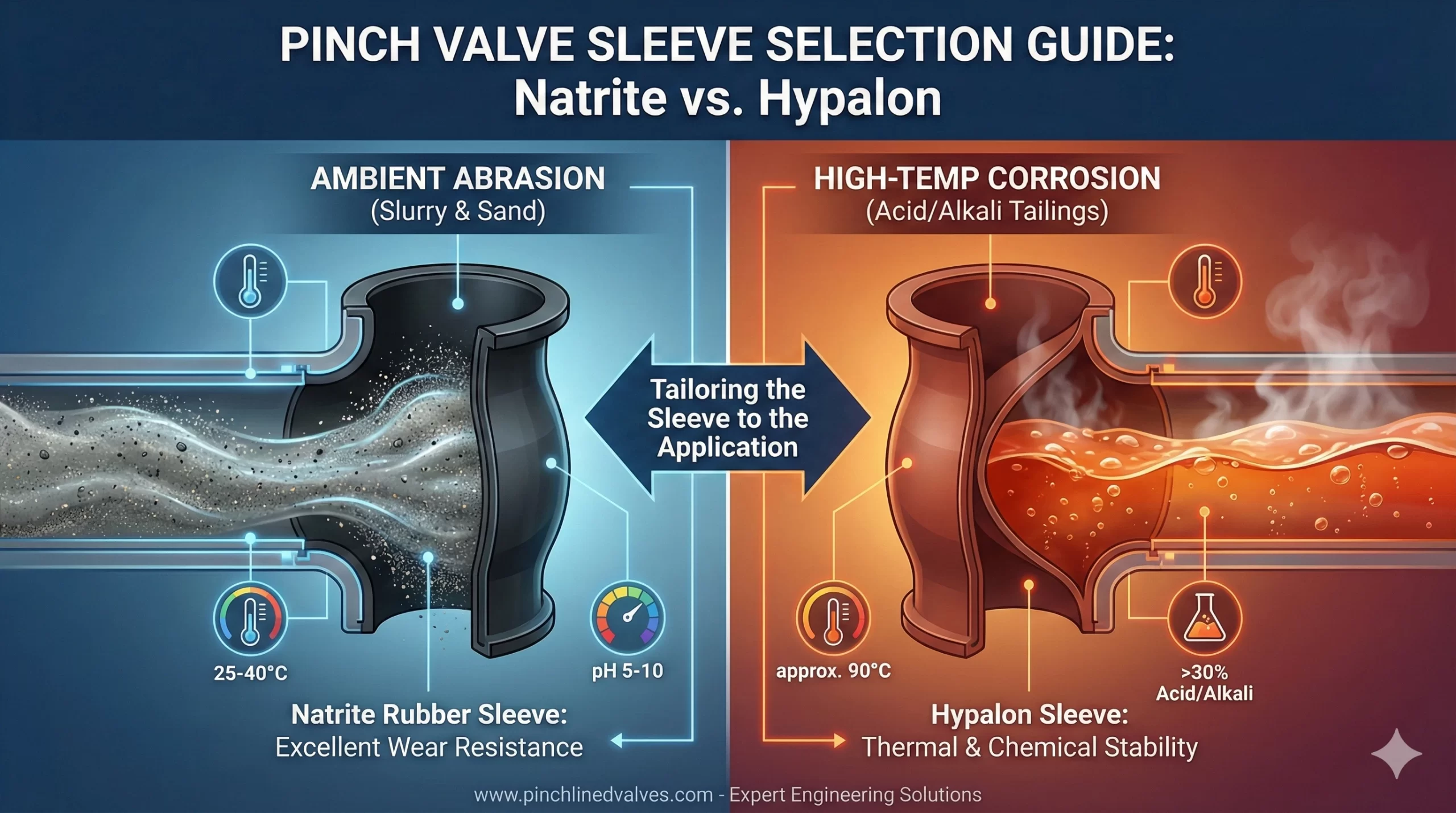
Material Selection:We are dealing with different working conditions: (1)Question1: Condition A: Ambient temperature (approx. 25-40°C) slurry containing fine sand, where wear resistance is the primary consideration, with weakly corrosive media (pH 5-10). Answer1:(ambient temperature, fine sand, low concentration corrosion, high wear resistance): Preferred recommendation: Natrite Rubber sleeve. Reason: The core advantage of Natrite Rubber lies in its […]
A pinch valve adapter connects a pneumatic pinch valve or manual valve to pipes, tubes, or other parts of a system. With this connector, the valve can manage liquid or gas flow without leaks or strain. It also lets the valve fit in tight or unusual setups. This reduces operational risks and improves overall performance. […]

Yes, they are. Hygienic pinch valves are specially designed to keep things clean and safe, which is why they’re so common in food, pharmaceutical, and biotech environments. Their smooth interior and dead-zone-free design make cleaning quick and reliable. And if the term is new to you, don’t worry, this article will walk you through what […]

