Wet cement is sticky which is why it must be removed properly from storage silos in processing plants. This method is called “pneumatic conveying,” where compressed air pushes cement through pipes. However, powders and granules can clog or block valves. To avoid this, powder handling valves like pinch valves are vital, as they reduce material buildup, resulting in blockage.
In this blog, we will cover the working principles and core components of pinch valves for cement plants, explain how they support efficient pneumatic conveying, and discuss why they are effective in preventing clogging and wear in cement handling applications.
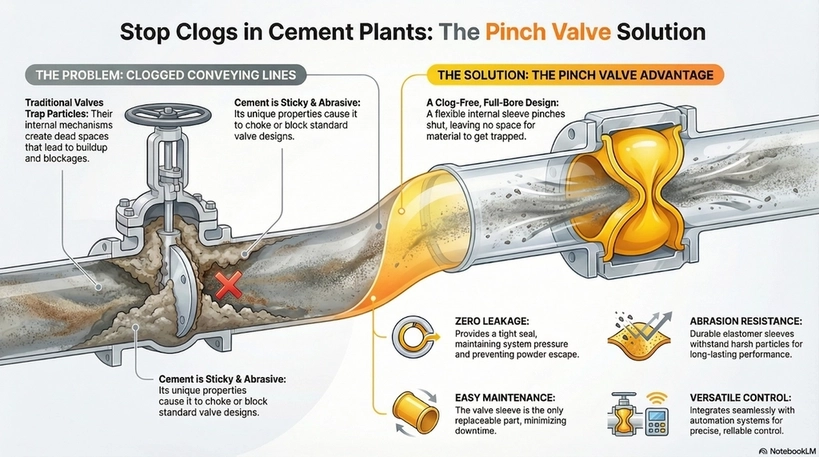
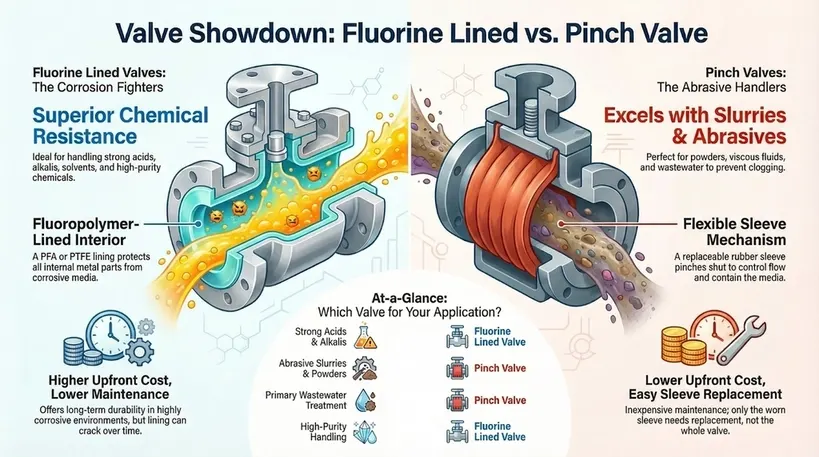
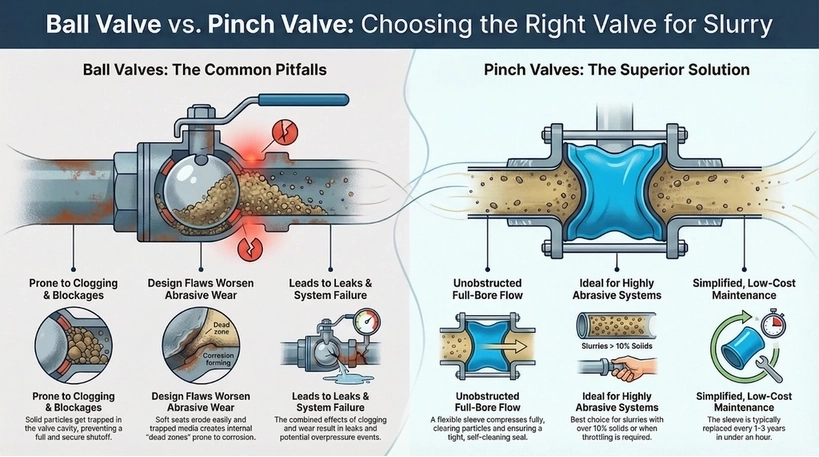
Unlike traditional valves that trap particles, leading to buildup and blockages that pose a risk to production lines, cement plant valves like pinch valves provide precise shut-off operations for open-close and control applications for all liquid goods, particularly during dense-phase pneumatic conveying where highly viscous, powdery, solids-containing, heavily contaminated, and abrasive materials could be present.
Pinch valves use a flexible sleeve via manual, pneumatic, hydraulic, or electric actuation, creating a full-bore seal free of dead spaces. This design prevents particle entrapment, making them ideal powder handling valves for abrasive cement. Reliable pneumatic conveying valves must provide a tight seal without obstructing flow to guarantee uninterrupted bulk solids handling valve performance.
For best practices, position anti-clogging valve units at discharge points, pressure pots, and line isolators in pneumatic lines and select sleeve materials, like polyurethane or neoprene, depending on cement abrasiveness. Ensure proper air supply to prevent partial pinches that allow clogging, and inspect regularly to catch wear early.
Pinch valves offer an efficient solution for managing demanding material flow in cement operations. They excel because of their straight-through design and flexible sleeves that can handle slurry, abrasive media, powders, and viscous fluids efficiently. Below are the main benefits of pinch valves that make them ideal for pneumatic conveying in cement plants.
In summary, powder handling valves like pinch valves protect pneumatic conveying in cement plants against clogs, allowing long-lasting performance, enhancing overall efficiency, and cutting costs. With proper material selection and careful installation can guarantee reliable performance even under harsh conditions.
LIANKE is a factory-direct pinch valve manufacturer with benefits including low maintenance, a compact design, quick operation, self-cleaning, tight shutoff, and minimal turbulence. By eliminating middlemen, we provide pinch valve solutions at a competitive price without sacrificing quality. With flexible MOQ, we support both large-scale project orders and smaller stock orders for distributors.
Discover our strict quality control and state-of-the-art facilities ensuring the highest standard for every valve.
Explore Process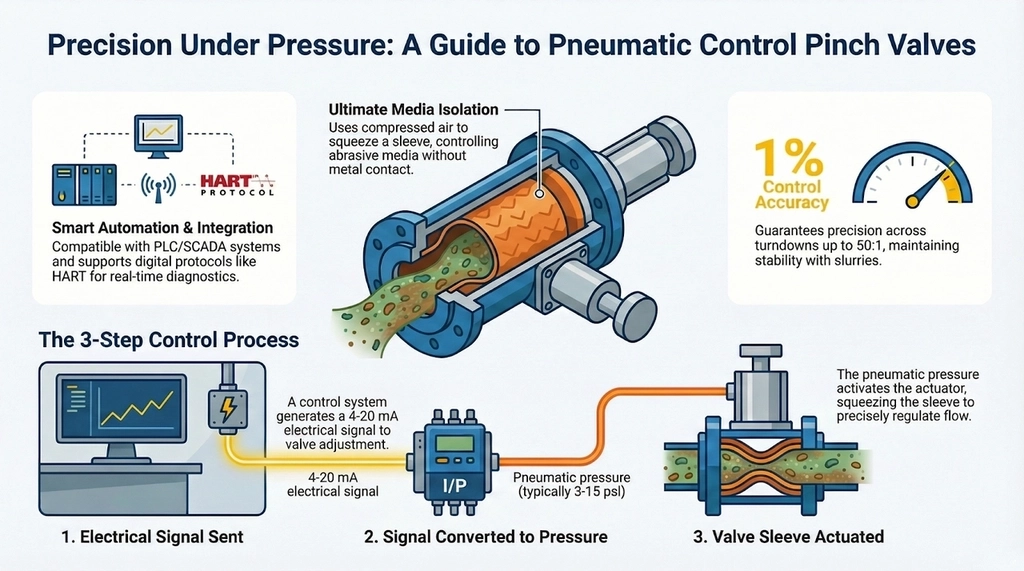
Industrial automation systems require valves that deliver precise flow control without compromising reliability in corrosive or abrasive media. A pneumatic control pinch valve excels as a modulating control valve, enabling precise flow to control pressure, temperature, or fluid levels. Using compressed air to gradually adjust the valve position allows smooth process control in mining, wastewater, […]
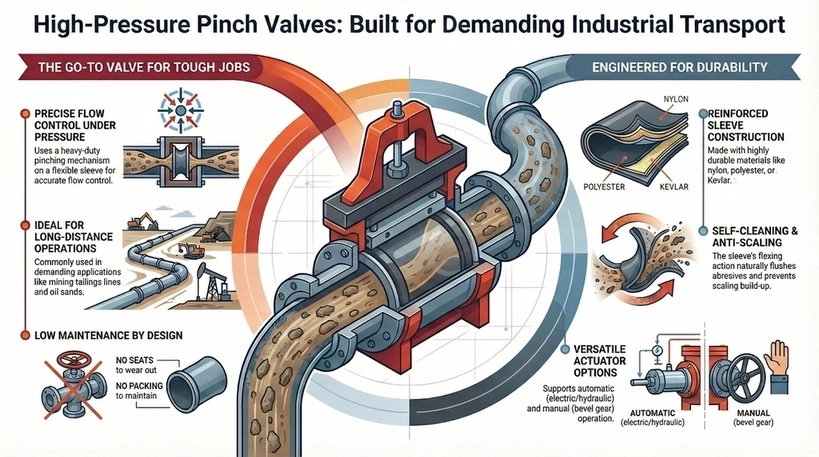
High pressure pinch valves, like PN16 pinch valve and class 150 pinch valve designs, involve a rugged and heavy-duty pinching mechanism in positioning the sleeve, resulting in an almost accurate and measurable flow of media. This kind of valve is popular and commonly used for long distance operations in mining tailings lines or oil sands, […]
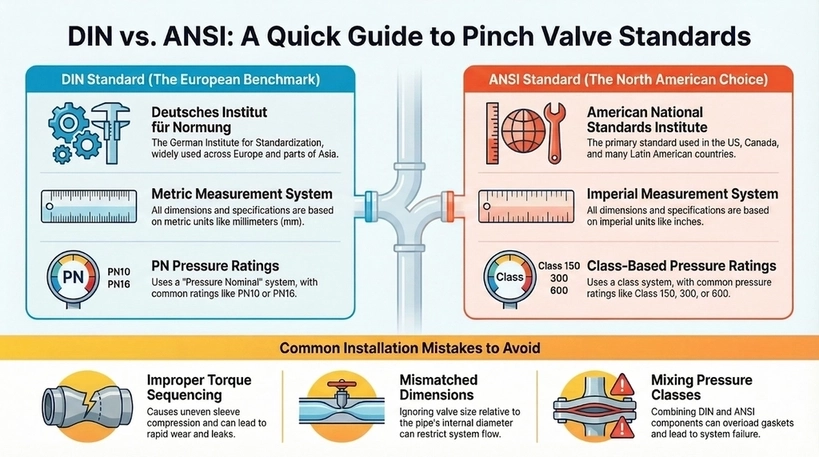
Understanding pinch valve dimensions and flanges ensures seamless integration into piping systems, particularly when choosing between DIN vs ANSI. The two are different but commonly used standards by organizations in engineering, manufacturing, and product design. DIN was developed in Germany but widely adopted across Europe and parts of Asia. Meanwhile, ANSI standards, which originate from […]
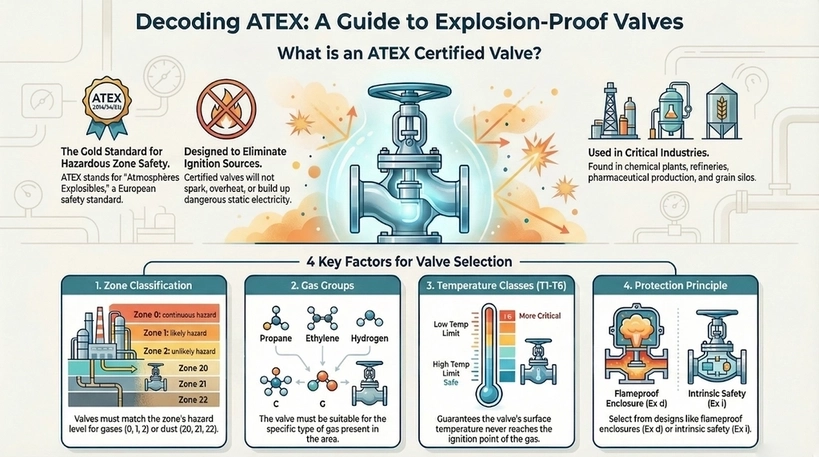
Selecting the appropriate explosion proof valve is essential for safety in industries that pose explosion risks. ATEX certified valves guarantee compliance with European standards, preventing ignition sources from heat, sparks, or static electricity. This blog explores key factors for choosing ATEX certified explosion proof valves that ensure overall operational safety, highlighting the entailed regulations and […]