Established in 1982, LIANKE manufactures pinch valves, fluorine-lined valves, and industrial strainers for global EPC contractors and distributors. With 20+ years export experience to Russia, Southeast Asia, and South America, we deliver factory-direct pricing, 24-hour quotations, and 2-3 days stock delivery.
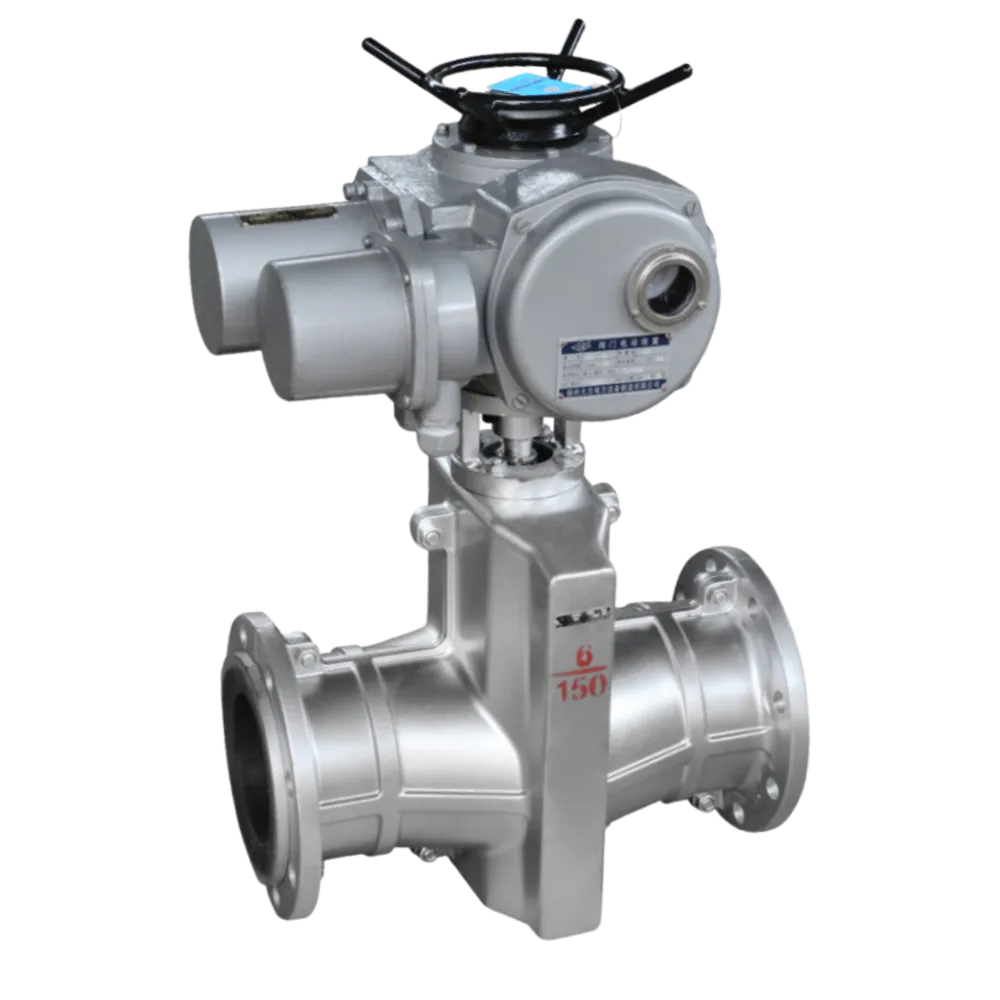
In-house production of manual, pneumatic, and electric pinch valves from DN15-DN300. Our rubber sleeve technology ensures 100% shut-off for abrasive slurries, reducing maintenance costs by 40% compared to traditional gate valves in mining and chemical applications.
Advanced PTFE/PFA lining technology for corrosive media handling. Factory-applied fluorine lining withstands temperatures up to 200°C and pH 1-14, eliminating valve replacement costs for chemical processors and extending service life to 15+ years.
established in 1986, has evolved into a leading industrial valve manufacturer. Our 20,000+ square meter facility specializes in industrial valve design, R&D, manufacturing, and sales operations, delivering innovative industrial valve solutions to global markets across critical industries.
37+ years of industrial valve manufacturing expertise and innovation
Global reach: Serving petroleum, chemical, power, pharmaceutical sectors with specialized industrial valves
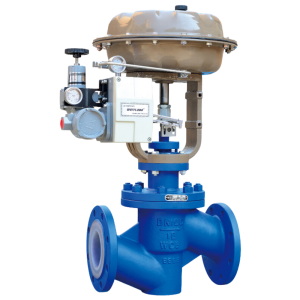
Complete industrial valve range: Pinch valves, strainers, lined valves, general valves, control valves
Industrial Valve Manufacturing Excellence
Our 14-step intelligent industrial valve manufacturing process ensures precision engineering from initial CAD design through final delivery. Advanced CNC machining, professional casting capabilities, and comprehensive quality control create industry-leading industrial valve products that meet the most demanding industrial applications with consistent reliability and performance in critical industrial valve systems.
CAD design & engineering with precision 3D modeling for complex industrial valve geometries
Complete industrial valve range: Pinch valves, strainers, lined valves, general valves, control valves
Industrial Valve Testing & Quality Control
To deliver superior industrial valve products, Lianke has invested in advanced testing equipment and comprehensive quality control methodologies. Our dedicated quality team implements strict controls from raw material inspection through production processes to final industrial valve validation, ensuring complete traceability and performance verification for every industrial valve manufactured.
Material analysis: Spectrometers, alloy analyzers, and chemical composition verification for industrial valve materials
Mechanical testing: Universal testing machines, impact testing, and tensile strength validation for industrial valve components
Precision measurement: Rockwell, Brinell, and Vickers hardness testing for industrial valve durability
Non-destructive testing: Ultrasonic thickness gauging, penetration testing, and flaw detection for industrial valve integrity
Lianke industrial valves serve across power generation, chemical processing, petroleum, natural gas, and pharmaceutical industries. Our strategic partnerships with China’s largest state-owned enterprises demonstrate proven reliability of our industrial valves in the most demanding industrial environments, while professional technical support and comprehensive after-sales service meet both domestic and international industrial valve requirements.
Power generation: Thermal, nuclear, and renewable energy facilities requiring specialized industrial valves
il & gas: Upstream exploration, refining, and distribution systems utilizing high-performance industrial valves
Chemical processing: Petrochemicals, specialty chemicals, and pharmaceutical manufacturing with corrosion-resistant industrial valves
Global Standards Compliance for International Projects
ISO9001:2015 quality management certification ensures consistent manufacturing processes, while CE marking confirms European safety compliance. Our valves meet API, DIN, JIS, and GB standards for international project specifications. Third-party pressure testing certificates and material traceability documentation support quality assurance requirements for EPC contractors and engineering firms.
We provide a full set including invoice, packing list, MTC (material test certificate), pressure test report, and optional third-party inspection documents.
All products are manufactured under ISO 9001 and come with MTC, pressure test reports, and lining material certificates. Third-party inspection (SGS, BV, etc.) is also supported.
We offer technical support via email or video, and all products come with a 12-month warranty. For long-term partners, we provide spare parts and engineering advice.