
Varias empresas en operaciones industriales buscan ayudar a que sus sistemas funcionen sin problemas y sin interrupciones. Aquí es donde un filtro de canasta dúplex resulta útil. Asegura un flujo continuo y libre de contaminantes, incluso en los entornos más difíciles.
Sigue leyendo para descubrir cómo funciona este diseño de doble cesta. En esta publicación, también explicaremos sus principales beneficios y por qué es esencial para las industrias centradas en la eficiencia.
Un filtro dúplex es un tipo de dispositivo de filtración que cuenta con dos filtros de canasta independientes dentro de una sola unidad. A menudo se lo denomina filtro de canasta doble o filtro dúplex. El diseño permite al operador desviar el flujo de fluido entre las dos canastas. Esta característica también permite limpiar o realizar el mantenimiento de una mientras la otra continúa filtrando.1
Un filtro de canasta doble funciona con un mecanismo de válvula integrado para cambiar el flujo. De esta manera, garantiza un funcionamiento continuo sin necesidad de apagar el sistema.
Los filtros de canasta dúplex son indispensables en aplicaciones donde se requiere un flujo continuo de fluidos. Algunos ejemplos son el tratamiento de agua, el procesamiento químico, la producción de petróleo y gas y la fabricación de alimentos y bebidas.
Un sistema de filtración dúplex se compone de varios componentes esenciales:
El funcionamiento de un filtro dúplex es sencillo pero eficaz:
Cuando el fluido ingresa al filtro dúplex, fluye a través de uno de los filtros de canasta. Las partículas sólidas, los desechos o las impurezas del fluido quedan atrapados dentro de la malla o la superficie perforada del filtro. El fluido limpio pasa aguas abajo.
Con el tiempo, una de las cestas puede llenarse de residuos y necesitar limpieza. En lugar de apagar el sistema, se puede utilizar el mecanismo de válvula para redirigir el flujo de fluido a la segunda cesta. Esto permite un funcionamiento continuo incluso cuando se retira una cesta para limpiarla.
Una vez que se limpia y reemplaza la primera canasta, se puede volver a cambiar el flujo si es necesario. De esta manera, esta característica permite lograr una eficiencia de filtración óptima.
Este ciclo continuo garantiza lo siguiente:
El sistema de filtración dúplex ofrece importantes ventajas:
En las plantas de tratamiento de agua, los filtros dúplex son esenciales para eliminar las partículas. También protegen las bombas y garantizan un suministro de agua más limpio.
En los oleoductos y gasoductos, los filtros de canasta dobles ayudan a eliminar partículas no deseadas, como sedimentos, arena y otras partículas. Los filtros de canasta dobles también protegen la integridad de los oleoductos y reducen el desgaste de las bombas y las válvulas.
Los coladores de cesta dúplex en la industria alimentaria mantienen altos niveles de limpieza. Además, garantizan que los productos cumplan con los estándares de salud y seguridad sin detener la producción.
Las industrias químicas requieren una filtración confiable, debido a la necesidad de evitar que los contaminantes interfieran con las reacciones. El diseño del filtro dúplex es necesario para garantizar un entorno controlado sin riesgo de contaminación.
El mantenimiento regular es fundamental para prolongar la eficiencia y la vida útil de un filtro dúplex. A continuación, se ofrecen algunos consejos esenciales para lograr un rendimiento óptimo:
Para garantizar un desgaste uniforme en ambas cestas, es una buena práctica alternar la cesta activa periódicamente.
Los residuos y las partículas se acumulan gradualmente en los cestos, lo que puede reducir la eficiencia del flujo y aumentar la presión dentro del sistema. La limpieza periódica evita las obstrucciones y garantiza que el filtro funcione con la máxima eficiencia.
Un aumento de presión puede indicar que una canasta se está obstruyendo. Si no se soluciona, puede causar tensión en el sistema. Monitorear los manómetros puede ayudarlo a detectar obstrucciones. Además, inicia la limpieza de la canasta antes de que los bloqueos afecten el rendimiento.
Los filtros de canasta doble desempeñan un papel fundamental en los diversos sistemas de fluidos industriales. Ayudan a que los sistemas de fluidos funcionen de manera uniforme, eficiente y continua. Al evitar que los contaminantes lleguen a los equipos sensibles, los filtros de canasta dobles protegen la integridad del sistema. En última instancia, pueden extender la vida útil de un equipo.
Válvulas LIANKE se destaca como un proveedor confiable de válvulas revestidas de flúor diseñadas a medida. También producen válvulas de manguito confiables y resistentes, válvulas de bola de acero inoxidable y filtros dúplex. La empresa es reconocida por su enfoque en la anticorrosión y la confiabilidad. productos Están diseñados para soportar incluso los entornos más duros.
1 Ventajas de los filtros de canasta dúplex en la filtración industrial
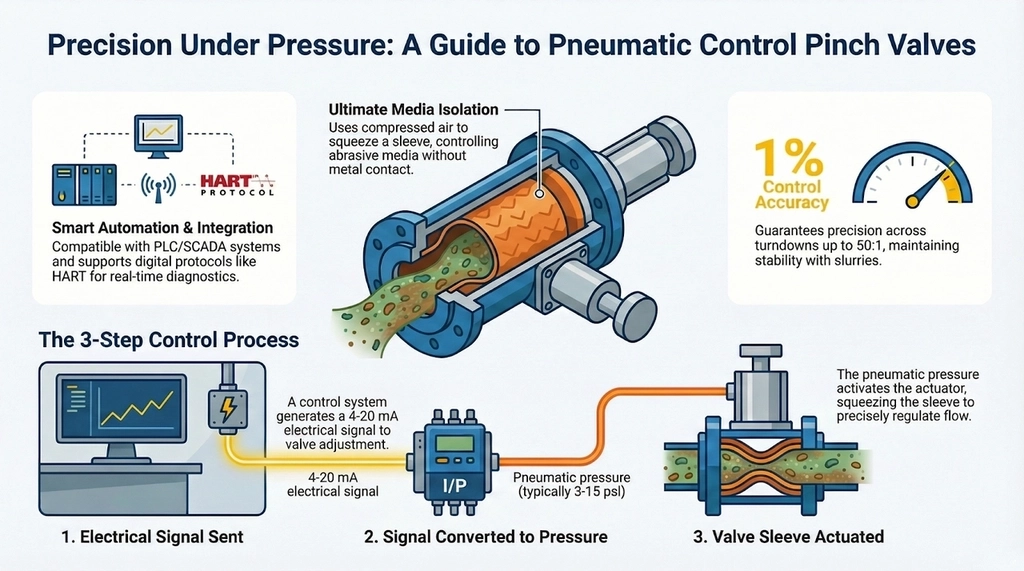
Industrial automation systems require valves that deliver precise flow control without compromising reliability in corrosive or abrasive media. A pneumatic control pinch valve excels as a modulating control valve, enabling precise flow to control pressure, temperature, or fluid levels. Using compressed air to gradually adjust the valve position allows smooth process control in mining, wastewater, […]
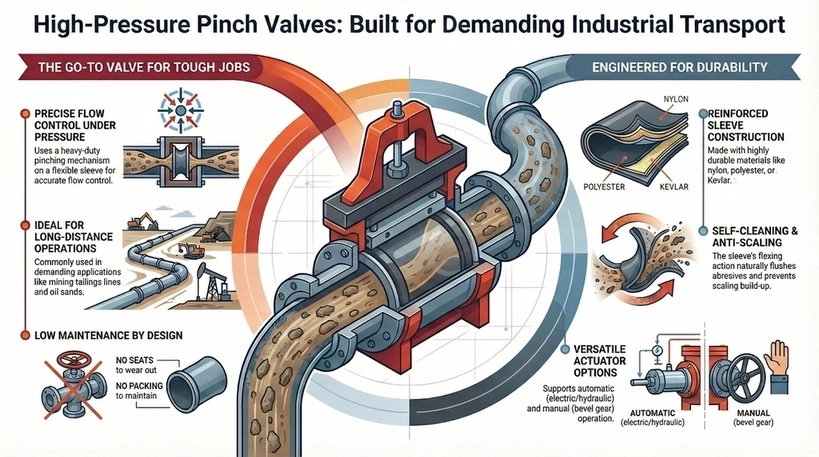
High pressure pinch valves, like PN16 pinch valve and class 150 pinch valve designs, involve a rugged and heavy-duty pinching mechanism in positioning the sleeve, resulting in an almost accurate and measurable flow of media. This kind of valve is popular and commonly used for long distance operations in mining tailings lines or oil sands, […]
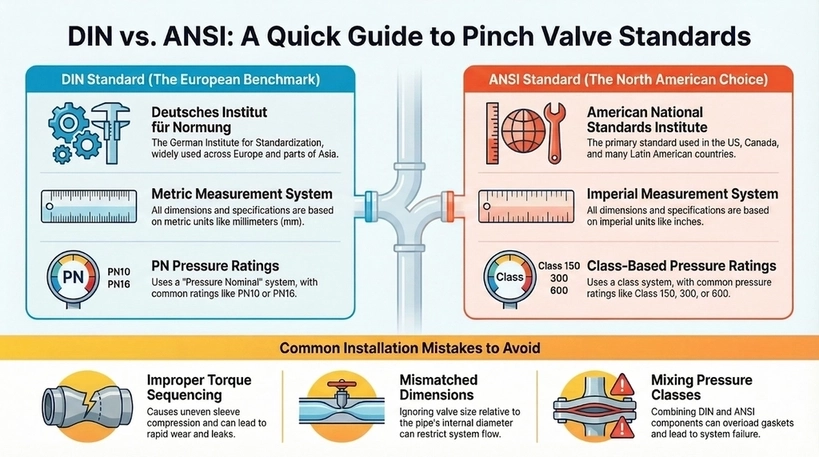
Understanding pinch valve dimensions and flanges ensures seamless integration into piping systems, particularly when choosing between DIN vs ANSI. The two are different but commonly used standards by organizations in engineering, manufacturing, and product design. DIN was developed in Germany but widely adopted across Europe and parts of Asia. Meanwhile, ANSI standards, which originate from […]
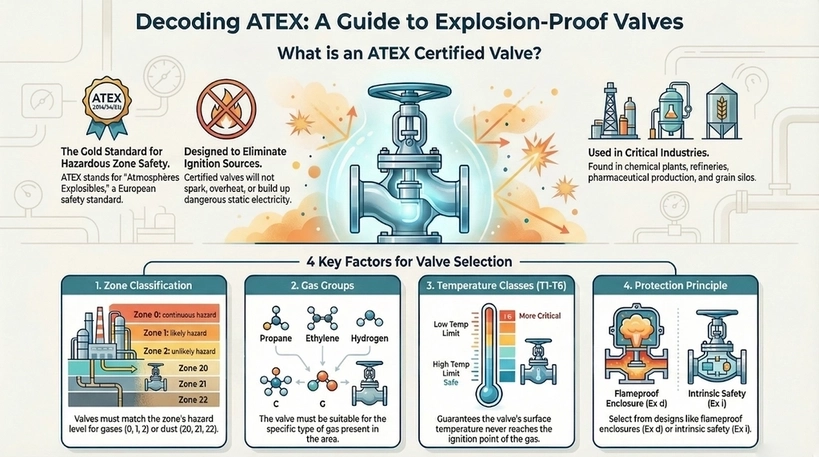
Selecting the appropriate explosion proof valve is essential for safety in industries that pose explosion risks. ATEX certified valves guarantee compliance with European standards, preventing ignition sources from heat, sparks, or static electricity. This blog explores key factors for choosing ATEX certified explosion proof valves that ensure overall operational safety, highlighting the entailed regulations and […]

